压块机压块成型理论分析
时间:2015-11-15 09:23:47 点击:262次 作者:杜甫机械
压块成型分析
压块机在一个行程内的压制过程是一个连续压缩过程,为便于研究,依据物料所处的不同状态可将其分为四个区域—供料区,压紧区、压变区、保形区。见图1.
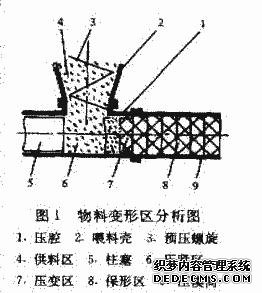
在供料区内,被顶压螺旋强制输送过来的物料,首先进行顶压缩,排出部分空气,缩小体积,使物料密度比自然状态下的密度有所增加。 当柱塞后退到图示后死点位置时,物料在顶压螺旋作用下,迅速进入压紧区,在这一区域内,物料在柱塞推力作用下,向前移动,当接触到上一饼块端面时,推力逐渐增大,物料体迅速靠紧,逸出空气,产生少量塑性变形。这一阶段,物料主要发生弹性变形。
随着柱塞的前移,物料进入压变区。在这一区域内,柱塞压力急剧增大,进一步排出物料间的气体,物料发生塑性变形,相互贴紧、堆砌和镶嵌粘接,形成饼块,并推动前面饼块前移,密度达到最大,进入到保形区。
在保形区的饼块,随着柱塞的往复运动,不断被新的饼块往前推送,在压模筒径向力,筒壁和饼块轴向摩擦力、相邻饼块轴向应力共同作用下,保持形状。同时开始不断回弹,释放弹性能量。被推出压模筒之后,还要进行轴向和径向松弛恢复,直到几天之后,才能保持恒定的塑性变形,具有最终密度。在保形区内,饼块物料主要是弹性变形,基本没有塑性变形。



